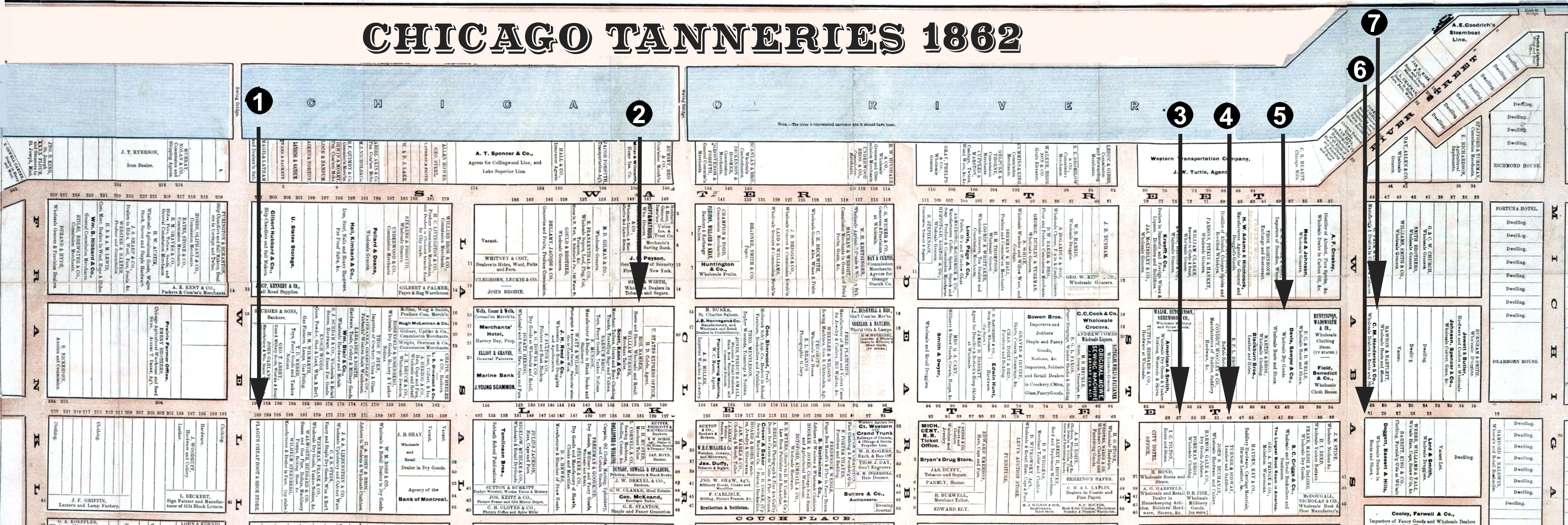
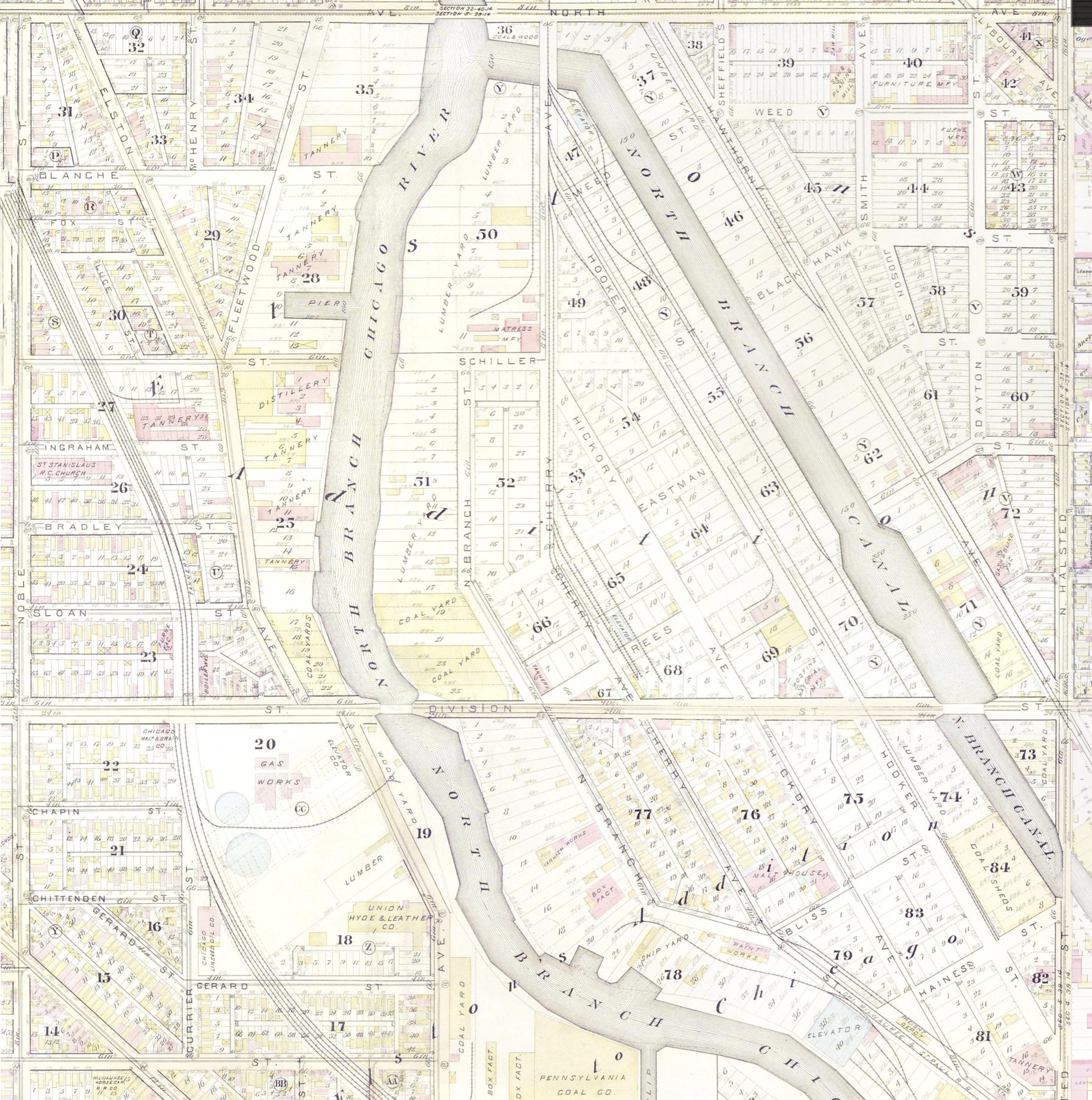
1862 Map of Chicago’s Business District—Several tanneries were located on Lake Street at this time. After the Great Fire of 1871 most of the tanneries were located along the North Branch of the Chicago River.
① Flagg Cheap Boot and Shoe Store; ② Rob Bamber; ③ I.P. Farnum; ④ Turner & Sidway; ⑤ Davis, Sawyer & Co.; ⑥ Doggett, Bassett & Hills; ⑦ C. M. Henderson & Co.
Chicago Tribune, May 24, 1866
 Until within a very few years, there was no large mass of the population in any part og the country, outside the lands of steady habits and and wooden nutmegs, which could feelingly enter into the spirit of the doleful plaint of her who sang
Until within a very few years, there was no large mass of the population in any part og the country, outside the lands of steady habits and and wooden nutmegs, which could feelingly enter into the spirit of the doleful plaint of her who sang
- My Johnny was a shoemaker,
And dearly he loved me—
But now he’s gone to reef top-sails,
And to sail across the briny sea,
With nasty tar to soil his pretty hands,
And sail across the briny sea.
It was a generally admitted fact that there were many shoemakers among us, if not “a Bourbon,” but they were in the retail trade and not in sufficient number to attract public attention, either to themselves or the results of their labors. Now, however, all this is changed, at least so far as Chicago is concerned. Without counting in the indefinite hundreds and possibly thousands of shoemakers for the retail branch, exclusively in this city. we have now no less that two thousand men constantly working for the wholesale manufactories alone, and the aggregate results of their labor are estimated at three million dollars per annum. Our “knights of the lapstone” and “sons of St. Crispin” are not only already very numerous, but each year witnesses a large increase of their force and Chicago bids fair to rival ere long, those cheerful districts of Connecticut, in which children are born labeled “shoemaker.”
About twelve years ago, Messrs. Doggett, Bassett & Hill endeavored to introduce boot and shoe manufacture in Chicago, but mainly in consequence of difficulty in obtaining competent workmen were forced to abandon the enterprise, and no one endeavored to renew it until the Whitney brothers came here in 1859, and in connection with Mr. Thompson, started a factory. Gradually wholesale houses began introducing, on a more or less extensive scale, home manufacture in connection with their large trade in Eastern work, and the present gigantic trade was rapidly developed. With the exception of the firm of Thompson & Whitney, however, every firm in the city has been established and has achieved its present prosperity within four years. Prior to that time, Massachusetts and Connecticut furnished our “sole” reliance, bade fair ever to have the “upper” hand in the trade, and “waxed” rich on a branch of manufacture which experience has shown could be carried on to better advantage here. Now, however, their influence has waned, thanks to our pioneer cordwainers, and very shortly Chicago will have very nearly “awl” the Western trade, and having got it will keep until the “last.” As the prime consideration in the making of boots and shoes was the leather, quite as much as the catching of the hare was a necessary step toward the cooking of it, according to Mrs. Glass’ recipe, it may be well for us, before going into its principal manufacture to see how
Leather
is made, where it comes from, and the amount usually put in the market in this city. Among the manufacturing interests of Chicago, none at present appear destined to occupy a more important position at an early day than the tanneries. They have sprang up and flourished with unexampled rapidity, and their still further increase is encouraged by several great advantages possessed by this location, above all others in the West, and at least unsurpassed in the Eastern States. The greatest of these advantages is found in our unlimited and convenient supply of bark, which is brought here from Michigan. Wisconsin and Canada, while a total absence for all practical purposes, of barks suitable for tanning, prevails in that portion of the Northwestern States lying west of Lake Michigan and not immediately adjacent to its shores. Here then are brought to the nearest and most convenient market, hides and skins from all the Northwest, even from so far distant a point as Kansas, and sheep-pelts all the way from New Mexico. Enterprising men with large capital have built up the trade, the large boot and shoe trade here have greatly encouraged it, and as the crowning argument for its prosperity, already our Chicago leather has attained so high a reputation in the Eastern markets that it commands there a higher price than made in their own neighborhood. Thus far, the growth of the tanning business here has not been sufficiently rapid to supply the demand upon it, and it is doubtful whether it will within several years do so. Eastern buyers take all they can get of Chicago leather, our home consumption is now very large and in addition to these, the great West behind us demands its share, so that the tanners are in even a perplexing state of prosperity. One Eastern boot and show manufacturer came here within a month past and took away on a single order, nearly $30,000 worth of leather.
The first tannery erected in Chicago was a small establishment built in 1842, by a gentleman named Tilden, at or near the foot of Franklin street, on South Water, and in its limited confines the tanning of Chicago leather was exclusively carried on for several years, first by the originator of the enterprise, and afterward by Mr. Walter S. Gurnee since removed to New York. Tanning, however profitable it may be, cannot be said to be a business redolent of sweet savors, and as the city grew up the South Water street tannery was voted a general nuisance and was removed out in the South Branch where it has ever since been in operation notwithstanding changes in its proprietorship. As the demand for this branch of industry increased, the number of tanning establishments was multiplied from year to year, until now we have over thirty, perhaps forty tanneries of all grades in and about Chicago. As some indication of the respective magnitude of the several establishments and the extent of their business, we subjoin returns obtained from the Assessor’s office, merely prefacing them with the statement that some of these are only for a portion of the last year, and that there are several other tanneries established during the present year, of which no definite returns can yet be made. The revenue returns of the leather manufacturers of Chicago for 1865, are as follows:
To this may be added, as the product of numerous small establishments, to ay nothing of possibly larger manufacturers than those reported, enough to make up at least an even million. It will be noted that the average time of working was but nine months and six days, according to these figures. The principal tanning establishments put up during the present year, are those of J. D. Marshall & Co., on the North Branch and the Chicago Sole Leather Company, on the South Branch. Both these works are for the manufacture of sole leather, to which within a year our manufacturers have begin to direct their attention. Previous to this time, our manufacturers have confined themselves to the making of harness and the various kinds of upper leathers, and all our sole leather had to be brought here from the East. One variety, technically called “Buffalo Slaughter,” had gained an enviable reputation, and was, it was supposed, better than any any other made in this country. During the past twelve months, however, our manufacturers have successfully demonstrated that such is not the case, having produced sole leather equal to the “Buffalo Slaughter,” if not superior. In our market quotations, the reader will find Chicago sole quoted several cents lower than “Slaughter” sole, but this refers to a variety manufactured from inferior hides, for inner soling only. The prime tannages of Chicago slaughter sole rate second to none in this or any other market where they are sold. Though this branch of the business is yet in its infancy, it will soon undoubtedly constitute one of its main features. Speaking of prices and quotations, we introduce some figures of a comparative statement of the values of the various kinds of domestic leather and hides this month and the same month during 1864, as follows:
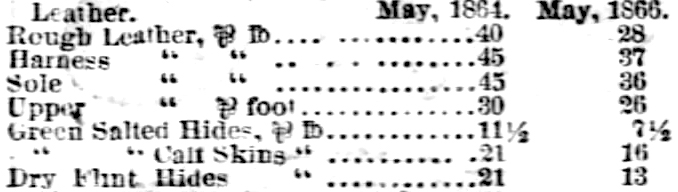
The Leather market during the war has been very variable, a stronger instance of which cannot be quoted than the variation between May and August of 1864. These were as follows:
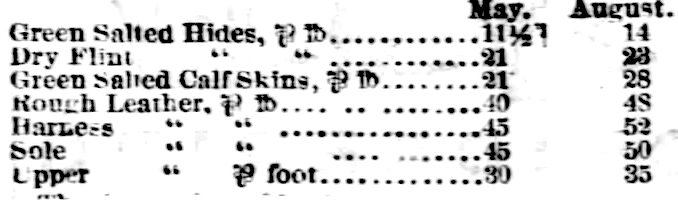
The depression of business consequent upon the sudden close of the war, was felt with peculiar severity by the leather trade, because its manufactures entered very largely into army consumption, and it was feared that the falling off would be even greater than it actually was. Tanners, therefore, were very loth to enter extensively into this years operations, and did not particularly grieve when the supply of bark ran short this spring—so short in some instances as quite to put a stop to the work. Lately, however, a decided improvement in the prospects of the trade has been manifested, and manufacturers here are making preparations to push their full capacities, expecting to do fully half as much more this year than they did last. Having gone through this much of generalization, let us progress to particulars, and first review the processes of
Tanning.
What we have thus far said on the subject has been from financial and historical points of view, but now we will deal with it on its own, practical physical plane. The million dollars worth of leather spoken of, represents about 150,000 hides and skins (exclusive of sheep pelts) and in preparing these for the market six hundred men have been employed and at least 13,000 cords of bark used. Let us see how the men are employed and in what manner the hemlock bark is used up. For this purpose we visit one of the the largest tanneries to become acquainted with the business by actual inspection. At the first to which we apply, one which is reputed among the largest in the vicinity, we are likely to be met with di-courtesy if not absolute coarseness, the prevailing fear here being that we may be revenue officers in disguise and with the knowledge we do not feel at all surprised at an ungentlemanly reception. A kindlier welcome is received from the large firm of Grey, Marshall & Co., who have nothing to fear from revenue officers and we are soon placed under obligation to Mr. Grey for his polite attentions and the fund of practical information which he possesses and is so ready to bestow.
The tannery of Messrs. Grey, Marshall & Co. is located on the corner of the North Branch and Halsted street, and seems, as we approach it, to be composed of three or four large red frame buildings, surrounded by spacious yards. Entering the first and nastiest current of gaseous offenses which comes from the largest building, we come to the point where the hides are first brought for preparation and tanning. “Dry flint” hides come in broad, hard, rattling, irregular sheets, and are first soaked soft. Green salted hides are brought in tight, heavy, ill-smelling bundles, and do not have to undergo the same soaking, but beyond this stage both kinds are treated in the same manner. The technical name for this room is the “beam-house,” so called because of the presence of a long row of semi-circular tables set slopingly before the windows on the eastern side of the building. Separated by a narrow, sloppy pathway from this row of queer tables or “beams” are three rows of vats, fifty in all, stretching from where we stand away down in to the obscure distance where huge cylinders are revolved and ammoniac odors are evolved constantly. Some of these vats are eight feet square, others six by eight, and all five feet deep. Sixteen of them are used to soak hides in, in order to soften them for working. From these “soaking vat” active, strong-armed workmen fish up the hides, by means of hooks at the ends of long poles, and each man, having thus obtain a possession of a hide, flings it with the flesh side uppermost, over his “beam,” and proceeds to scrape off the flesh with a large curved knife made for the purpose. These men seem actually to appreciate what “a sweet stink” means. To all appearances distinguished by an entire absence of factory nerves, they literally revel in rottenness and seem to care not, though the decomposing slime of the hides be splashed in their faces and matted in their hair. It would be curious to know at what remove of a tanner’s blood relations a disgust for had smells begins to be experienced. After the fleshing process is completed, from fifty to fifty-five hides, according to their size, are fastened to each other by means of stout skewers, and the “pack” thus formed is deposited in a vat containing a strong solution of lime. The lime vats are in two rows, and between them runs a long beam, turned by the same machinery which revolves the soaking cylinders. The uses of the pack system and the beam are soon apparent. The hides have to be changed from one solution to another still stronger. After they have lain a short time in the vat, and when it is required that this shall be done, the workmen only find it necessary to draw one end of the pack over the beam, which, by its own action carries all the hides joined together from the first to the second vat. The men engaged in this work seem to care as little for the lime as their fellows the “fleshers,” do for the lime, and “slo-h” it about quite recklessly, until they assumed an encrusted appearance, very similar to what we can image a trickina spiratis to wear when he “encysts” himself into a muscle. This lime experience causes the hair to come off readily, and on the hides being withdrawn and glued they are “unhaired” by aid of the aforementioned “beams” and sets of tools made especially for this service. The hair thus taken off is spread out and dried in the sun, and is then sold to plasterers. Having been unhaired, the next preparatory step is to get rid of the lime now in the body of the hides, and for this purpose they are plunged in large vats of a strong solution of hen-menure, the carbonate of ammonia in which combines with the lime and enables it to be washed out of the material of the hide. For the purpose of expediting this portion of the process, the solution is kept constantly in motion by large mill-wheel looking agitators. After rinsing again on coming out of the odoriferous bath, the hides are worked over on the hair side. to free them of any remaining impurities, and to take off the patches of short hair which still cling here and there to the surface, untouched by the lime. The rinsing before this operation is sometimes dispensed with, but a rinsing afterward, in fresh water, is necessary, and now the soft, slippery, white things, still hides, are about to become
Leather.
Before describing how this end is attained, we may state one fact here. which will give some idea of the extent of the work. Of course the amount of leather produced must depend on the quantity of hides prepared in the “beam-house” and we learn that with the present force of hands, twenty-five men in this department, an average of about 1,50 pieces of leather per week, counting together hides and skins are prepared. In busy times, when the force is considerably increased, the number turned out rises from 1,500 to 2,000 and even as high as 2,500. The first tanning process is coloring the hide. For this purpose it is plunged in a vat containing a weak infusion of hemlock bark and here agitated by a great wheel so that each portion of the hide is exposed to the action of the infusion and an even, rich brown color is obtained. Were this precaution not taken, the coloring in the vats would very probably be in unsightly spots and streaks. The time required for coloring is not more than half an hour, and when this is completed the hides are for the space of ten days changed daily from one vat to another, the strength of the bark infusion in which they are plunged being constantly increased in each successive vat. At the end of this time, they have reached a strong enough infusion to be “laid-away” in. This “laying away” is accomplished by filling a vat two-thirds full of a moderately strong infusion and then piling in layers of hides with dry ground bark between them. This ground bark thrown in with the hides, serves as a double purpose strengthening gradually the infusion and keeping sufficient space between the hides for the liquid to penetrate between and reach every part of them. The infusion in which they are immersed is called a “liquor” and the first “laying away” in liquor is for about one week. Then they are taken up and again laid away in a still stronger liquor to remain untouched for two weeks. A third laying away is for four weeks, and a fourth laying away is for the same length of time the liquor being stronger each succeeding time. At the end of the last four weeks, the tanning process is completed, but the hides, now become leather, will suffer no injury from lying in the vat a still longer time—are indeed benefited by a long stay in the last infusion. and are accordingly left here until they may be needed to be worked up and finished. The end attained by this tedious process is the conversion of the gluten of the hide into an insoluble substance. Before it is thus treated, if subjected to the action of hot water, the hide melts away, leaving little or nothing but a thin mass of fibre; but the action of the tanning in the bark infusion entirely changes this character. A number of quick processes for accomplishing this end have, on trial, been found inferior to the slow but sure old-fashioned method which we have described, either doing their work imperfectly, or injuring beyond repair the texture and fibre of the leather. This establishment has no less than 220 vats for tanning, each holding 300 “skins,” or 110 “sides” of leather, independent of those in the beam house, and the proprietors are contemplating a still further extension of their facilities at an early day. From each vat a channel conducts the liquor to the huge “junk vats,” twenty feet in depth, which are situated at one end of the building and from which it is passed over new bark after each time of using it, to give new strength. Its strength is tested and regulated by a delicate instrument arranged for the purpose. A neat arrangement determines the management of the vats, one which seems absolutely indispensable where so many are constantly under a treatment, upon the accuracy of which so much depends. Beside each vat hangs a little slate inscribed with certain figures and cabalistic signs, such as “2.4-23. 180. sole.” and thus, we learn, is a complete record of the contents of the vat and all connected with them. Amplified into understandable English the record would read:
- Fourth month (April) 23d day, 180 pieces of sole leather placed in this vat. The second time of their laying away.
The foreman of this department keeps also a large slate, so ruled as to make a ledger, on which the records of all these slates are kept, and also an additional entry as to when the leather should be changed to another vat. This ledger is from time to time supervised by Mr. H.C. Grey, the efficient and courteous manager of the works, and is kept with such care that such a thing as a vat of spoiled leather is quite unknown here. Three vats per diem are filed and worked out.
After tanning, the leather is saved and split by a machine, which brings to a uniform thickness and takes off the shreds and tags of flesh which still cling here and there to the inner side of the skin. This is done with upper leather before the process of tanning is quite completed. If there remain in the leather any shallow cuts made by the carelessness of the butcher, they are also carefully pared out and the surface is made even at this time. Here it may be carefully remarked that our Western butchers are by no means careful enough in skinning dead beasts, to avoid cutting the hide. Some pieces brought to the tannery are so scored and hacked by the awkward butcher’s knife as to be scarcely fit for anything, even for the “in-soles” of an Eastern shoemaker’s work. A still father paring on the under side, taking off little more than the shadow of a shaving serves to secure complete uniformity in thickness and the operation is technically denominated “flatting.”
Gillette, Watson & Co.
of No. 46 Lake street, are the firm mentioned as having been formed by the dissolution of Whitney, Gillette & Co. They are the owners of the large factory on North Clark street, formerly owned by the old firm, and are running it with great success, employing in it 250 hands in the busy season, and on average probably 150 the year round. Their work is the same in general character as that of the preceding firm, but each house in the business has some peculiar styles of its own, making small differences, no doubt of importance to them and well known to the trade, but not of sufficient importance to notice here. They report having made of all graces five thousand and five hundred cases last year by the old firm, averaging about $55 per case of one dozen pairs per case, in value a total of over $300,000 of manufactures, ad this was only half of their entire trade. Their facilities are the same as those enjoyed by the former firm.
McDougal, Nicholas & Abbott.
Located on the corner of Wabash avenue and Lake street, are another of the oldest and one of the largest firms in the trade. They have an excellent factory over their store and employ in it on an average, nearly one hundred and fifty men, and during the busy season two hundred or more. Last year they made 4,000 cases of boots and 3,000 dozen of shoes, the total value of which they estimate at $221,000. Their entire trade was about $500,000 in assorted goods and their own manufacture. This was the next firm to be established here after that of Whitney Bros. & Thompson, and have enjoyed a career of unvarying success, and earned a high reputation since.
Fargo, Bill & Co.
Of Nos. 48 and 50 Wabash avenue, employ on an average fifty men and three women, and turn out about 2,600 cases per annum, valued at $90,000. They commenced four years ago, and have been growing ever since, until they bid fair to rank, ere long, among the largest manufacturers in the business. Their entire trade of last year they report as nearly $500,000.
C. M. Henderson & Co.
Nos. 4, 6 and 8 Lake street, employ from one hundred and twenty-five to one hundred and seventy-five, or even two hundred hand, according to the season. Just now they are only making one hundred cases of boots per week, but when the busy season opens they will turn one hundred and seventy-five. Nine-tenths of all their work is for men’s and boys’ wear. They have been running their factory only about two years, but are extending its facilities as rapidly as possible, and while last year they only made $175,000 worth of goods, they express a determination to make this year $275,000 worth. Their trade in Eastern goods is very large, amounting last year to $825,000, in addition to their own manufacture.
F. C. & M. D. Wells & Co.
No. 38 Lake street, made last year boots and shoes to the value of $196,000, according to their own figures, employing in the work, on average, one hundred men, and fifty more in the busy season. One half of their manufactures were for men’s wear. This firm has been in operation, trading in eastern work, for a number of year, but their factory has only been going now for about four years. They claim as their entire trade for last year, a mil on of dollars.
Davis, Sawyer & Co.
No. 40 Lake street, have but recently started in the manufacture line and employ but fifty men. With this force they are able in turn out from fifty to seventy-five cases of boots per week. This is only about twenty or twenty-five per cent of their entire boot and shoe trade, which is but one branch of their extensive establishment.
Phelps, Dodge & Co.,
No. 50 Lake street, employ fifty hands, men and women, mainly in the manufacture of men’s boots. Last year they turned out 1,560 cases (of twelve pairs each), of men’s boots, and 600 dozen of women’s shoes, amounting in total value to about $118,000. This year they expect to make 2,000 cases. Their entire trade for the year past they estimate at $600,000.
T. B. Weber & Co.,
No. 9 Lake street, employ an average of forty hands the year round, and during the busy season as many as seventy-five. Last year they only worked six or eight months, and consequently manufactured between 700 and 800 cases of goods, worth, in total, probably $40,000. This they will more than double during the present year, and will make women’s wear, which they have not heretofore done. Their entire trade last year, they estimate at $400,000.
I. P. Farnum,
No. 57 Lake street, employs an average of thirty hands during the year. Last year no work was done in their factory until the middle of the summer, and consequently only about $50,000 worth of goods were manufactured. This amount will be largely increased during the present season, however, Mr. F. estimates his trade of last year at the moderate figures of $200,000.
Sanborn & Baldwin,
No. 183 Lake street, only started their factory with the second week of the present year, but have already had the most encouraging prospects for success. At present they only employ twenty men, but in summer and fall the number will be increased to eighty, to enable them to fulfil their present intentions of turning out 2,5090 cases of men’s calf and kip boots during the year. They deal in no gods except their own manufacture.
E. Chapin,
No. 41 Kinzie street, carries on a manufactory alone and only works as the season and market seem to him to warrant. His factory is capable of turning out 2,500 cases of boots per annum, and last year probably did put that many into the market. At present he is only working about the same force as the factiry last mentioned, but will put on seventy-five or eighty men for the fall trade.
Chas. McFarland,
No. 189 Lake street, formerly McFarland & Co., made 2,400 cases of boots last year, and will make probably 2,500 this year. Just now he is working only thirty hands, but from July to December his office will be from eighty to one hundred men. He makes no women’s goods, but entirely heavy goods for men’s wear, worth on an average probably per case.
Latham & Wheeler,
corner of Wabash avenue and Lake street, have but just started, and confine their energies to sewed work for women’s wear. They are commencing at present in something of a small way but as they are the only firm i the city doing this class of work, there is every probability that they will rapidly attain prominent position and extend largely their facilities.
The Entire Trade
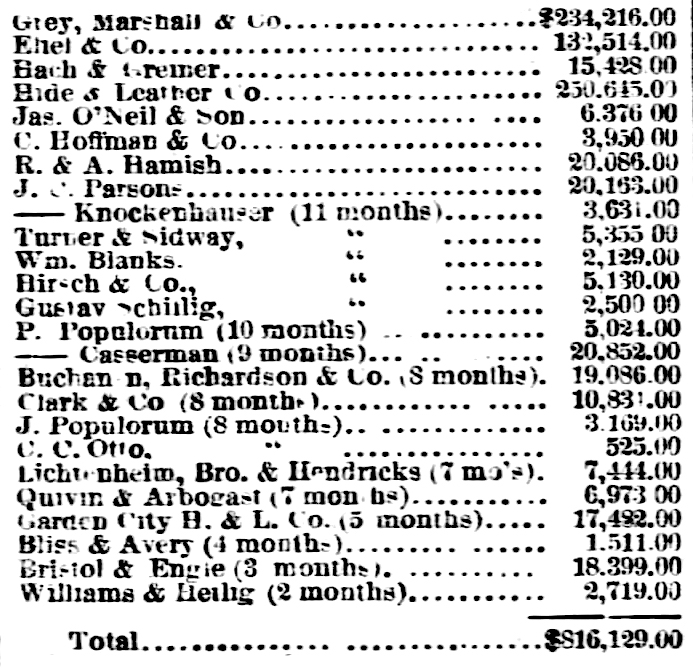
of Chicago in boots and shoes is variously estimated at from seven and a half millions to fifteen millions per annum, and of these our manufacturers amount according to the computations of different dealers to from one-fifth to one-third. Of the boots sold in this market, one-half of some say two-thirds are made here. The returns of the firms which we have mentioned, to the United States Assessor for the year ending May 1st, 1865, are reported as follows:
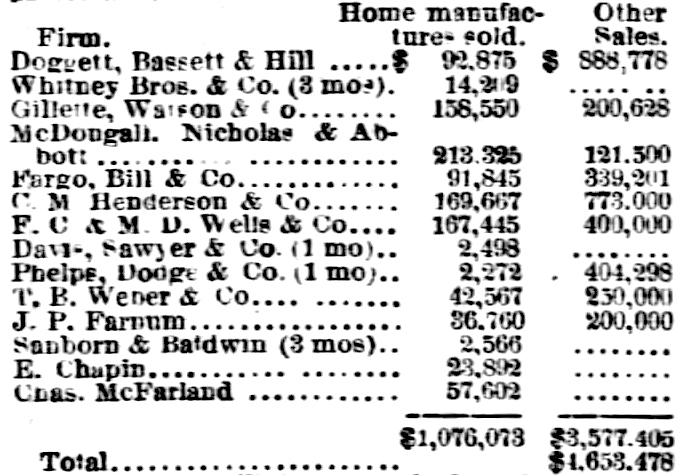
There are, it will be noted, four firms which have been running for but a short time, from one month to three, and five firms for which no sales are reported other than those of their own manufacture. These, it will be borne in mind are simply the wholesale boot and shoe manufacturing firms of Chicago, and not the entire list of wholesale dealers. The addition of all these would double, if not treble, the gross amount above set forth. Those given are all with which we have anything to do in this connection, but the others would also have been included had they been duly reported at the Assessor’s office in time for this publication. They will now have to be presented in another form.
This year, there is every reason to believe, the proportion of our home manufactures will be very largely increased, probably amounting to 50,000 cases of boots alone this fall.
Generalities.
Immense as have been the increases from time to time in the prices demanded by the retail dealers, the wholesale rates have not advanced as much, and although they were at times during the war, considerably above what they now are, the present rates are but from fifty to seventy-five per cent in the different grades above those of 1860. The prices of different firms vary slightly, according to the character and specialties of their work, but the following may be set down as about the present wholesale prices per case of twelve pairs.
Calf boots, $72 @ 78; men’s thick boots, $48 @ 50; stoga kip boots, $50 @ 53; fine kip boots, $64 and @ 66; men’s kip brogans, $27 @ 33; men’s kip Balmorals, $30 @ 33; women’s calf Balmorals, $27 @ 30; women’s goat Balmorals, $25 @ 30. Women’s gaiters and some temporarily fashionable small shoes are also made here, but the former in small quantity and the prices of the latter are too unsettled for quotation. Boys’ and youths’ shoes are also made to some extent of the same grades as men’s, approximating in cost to the prices of women’s wear.
Boot-Boxes
are an item of manufacture intimately connected with that which we have been reviewing, and by no means an inconsiderable one. Three firms are engaged in their making—David Goodville, corner Franklin and Ohio streets; Thos. Goodville, North Pier; and John Kirby, on Canal street, near Twelfth, and each establishment, by the aid of machinery invented for the purpose, turns them out with great rapidity. They are of eight different sizes, proportionate to the various styles and sizes of goods intended to be packed in them, ranging in price from fifty to eighty cents each and averaging probably sixty-five cents. This, on the calculated basis of 50,000 dozens as the manufacture of the present year, would give no less than $32,500 this year for this item alone.
Finale.
We have thus reviewed at length this great interest of Chicago, shown as briefly as possible its short history, present extent and promising futire, with the advantages which encourage us to the belief that in this as in many other branches of industry, Chicago will ere long be made the mart for the supply of the vast Northwest. It is in such evidences as this that we are made to feel that our inexhaustible gold mines are the energy, inventive genius and enterprise of our people, and that it is to these we must look for permanent prosperity.
Glory of Chicago—Her Manufactories, the Industrial Interests of Chicago, S.S. Schoff, 1873
TANNERIES.
The Leather manufacture is fast growing to be a heavy item in the account of the industrial interests of Chicago, the annual production running into the millions.
The Tannery of Walker, Oakley & Co. was established in 1868; capital invested, 8300,000 ; number of employes, 145; weekly pay-roll, $1,800; value of annual production, $800,000. Manufacture, as a specialty, calf, kip and upper leather. Also manufacture card leather and counter, inner sole, and rough leather. The works occupy two blocks on Elston avenue, between Division and Blackhawk streets. They also have an extensive tannery at Holland, Michigan. Office and salesroom, 239 Lake street. Are represented in the Grand Exposition by a full line of their manufacture.
Union Hide and Leather Co.—J. L. Chapman, President; B. H. Campbell, Vice President; H. N. Hibbard, Secretary and Treasurer; J. Hayes, Superintendent—Office, 15 and 17 Market street—was established in 1865; capital invested $350,000; number of employes, 150; weekly pay-roll,$2,000; annual production, 60,000 hides and skins; value,$575,000. The Company manufacture, as a specialty, upper and whole kips, collar, belt and rough leather. The tannery occupies six acres on Elston avenue, south of Division street. Mr. Hayes, the Superintendent of the manufacturing department, is one of the oldest and most experienced tanners in the city, and has been mainly instrumental in giving to Chicago leather its high popularity. Are represented in the Exposition by a full line of their manufacture.
Eliel, Danziger & Co.’s Tannery Office, 247 East Lake street—was established in 1861; present capital invested, $150,000; employs 85 hands; weekly pay-roll, $1,100; annual production, 30,000 calf and kip, 25,000 sides, upper, harness, etc.; value, $300,000. Manufacture calf, kip, upper, harness, bridle and collar leather. Mr. Eliel was burned out in the same place, corner of Hawthorne avenue and North Branch street, in the great fire, and commenced rebuilding the present works on the first of January following. The main building is 50×150 feet in size, with a wing, 80×36 feet, each four stories high, the first story being of brick, the others frame. The works are perfect in every department, and supplied with all the latest labor-saving machinery, with ample room for storage of bark, fuel, etc. The buildings are protected by a powerful stationary steam fire pump that will throw water to every part of them. John Dunnebecke is Superintendent of the manufacturing department.
C. Cassleman’s Tannery—Elston avenue, between Sloan and Bradley streets—was established in 1858; capital invested, $50,000; number of employes, 35; weekly pay-roll, $500; value of annual production, $150,000. Make a specialty of tanning sheep pelts and buffalo skins.
The Hide and Leather Co. of Chicago—L. Richards, Superintendent—Office, 55 Clark street—was established in 1849; capital invested, $100,000; number of employes, 30; monthly pay-roll, $1,800; value of annual production, $200,000. Manufacture, as a specialty, boot and harness leather. The Company were burned out in the great fire, on South Wells street, at 572 to 580, and subsequently started again on Elston road. This is the oldest establishment of the kind in the city, and is the successor to the old “Chicago Hide and Leather Co.” of which Walter S. Gurnee was formerly president. The works at present are on the North Branch, near Halsted street bridge.
J. D. Marshall’s Tannery—Chas. Nichols, Superintendent—74 to 84 Hawthorne avenue—was established in 1866 capital invested, $100,000; number of employes, 30; weekly pay- roll, $3OO; annual production,50,000 sides of sole leather; value, $200,000. Manufactures exclusively sole leather. Was burned out on the same site in the great fire. Erected the present buildings—one frame, 50×140; another, 25×140; and a brick, 30×40—and had them all in running order by the spring of 1872. Mr. Marshall is the oldest manufacturer in the city, having been originally of the firm of Gray, Marshall & Co. in 1850.
The Tannery of Populorum & Bro.—Fleetwood street, near North avenue—was established in 1858; capital invested, $53,000; number of employes, 40; weekly pay-roll, $600; value of annual production, $200,000. Manufacture as a specialty, upper leather and whole kip.
L. A. Pfeifer & Co.’s Tannery—corner of Twenty- fourth and Butler streets —was established in 1865; number of employes, 30 ; weekly pay-roll, $500 ; annual production, 28,000 sides, value,$150,000. Manufacture principally upper, kips and harness leather.
Upham & McGlauchlan’s Tannery—Office and Salesroom, 38 Fifth avenue—was established in 1870; capital invested,$40,000; number of employes, 15; weekly pay-roll, about $175; value of annual production, $50,000. Manufacture principally upper, kip and harness leather. The works are situated on Wendell street, near Clybourne avenue, and occupy 132×230 feet of grounds and buildings.
D. S. Eisendrath’s Tannery—North Branch, foot of Fifth street—was established in 1867; capital invested,$5,000 employs 4 hands, with a weekly pay-roll of $75; and turns out about $20,000 worth of tanned sheep skins for gloves, mittens, etc.

- Interior of a Chicago Tannery
About 1890
- Chicago’s Goose Island Tanneries
Louis Bengler, Division and North Branch; Carroll & Meskel, 17 Bradley; John Kiefer & Sons, Elston av, corner Bradley; C. Lambean & Co., 105 Elston; Paul Populorum, Fleetwood bt. Blanche and W. Blackhawk; Sharpe, Clarke & Co., Fleetwood, NE cor. Blanche; Union Hide & Leather Co., Elston av cor. Wade; Walker, Oakley & Co., 320 Elston
Robinson’s Fire Insurance Map
1886
Chicago Tribune, May 29, 1902
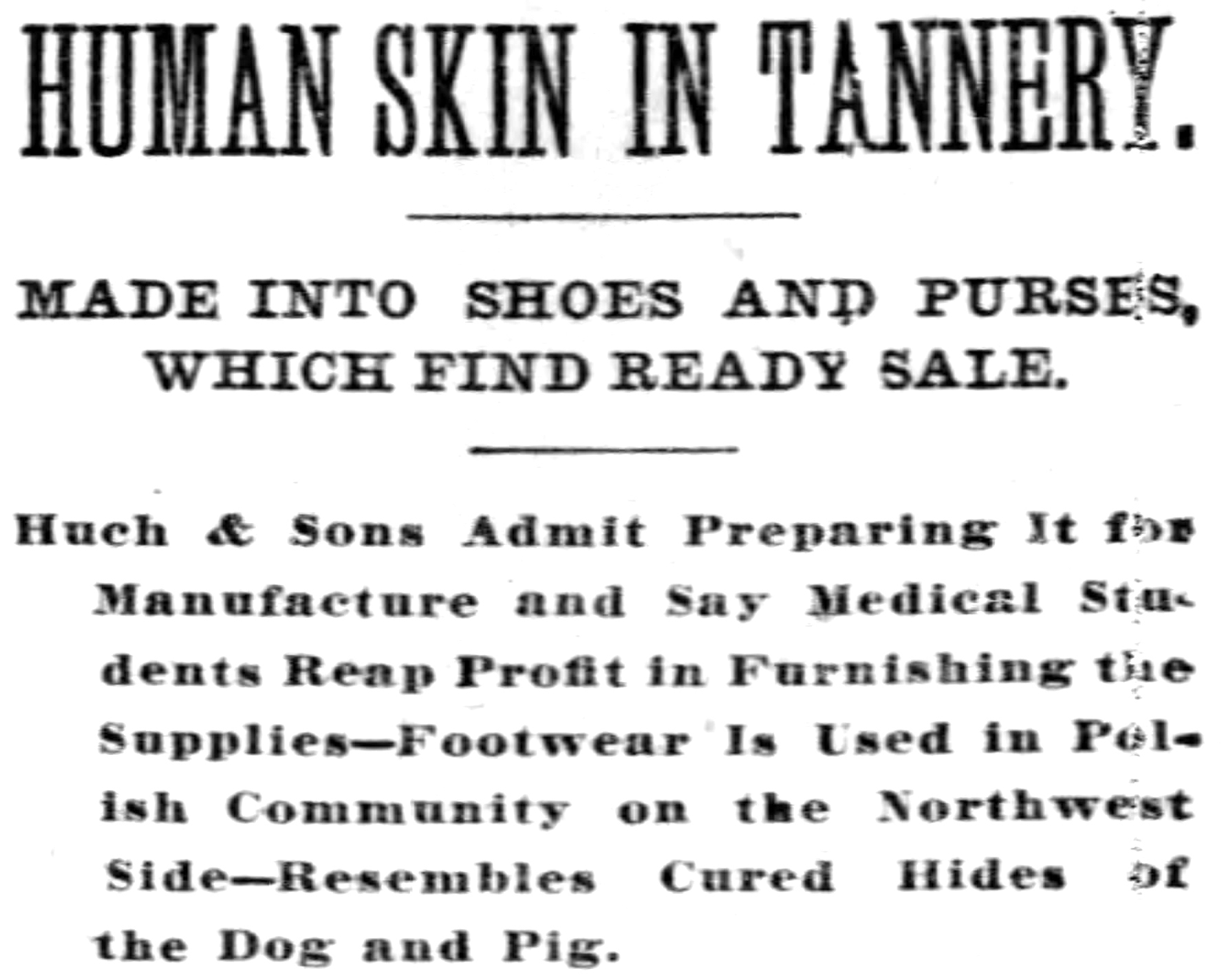 The tanning of human skins is a profitable if not a popular industry in Chicago. Shoes made from human skin are worn in the Polish communities of the Northwest Side, and silver mounted pocketbooks, manufactured from the same article, conceal the wealth of half the residents of the district near Huch & Son’s tannery, 306 Elston avenue.
The tanning of human skins is a profitable if not a popular industry in Chicago. Shoes made from human skin are worn in the Polish communities of the Northwest Side, and silver mounted pocketbooks, manufactured from the same article, conceal the wealth of half the residents of the district near Huch & Son’s tannery, 306 Elston avenue.
The resemblance of human skin, after it has undergone the tanning process, to the hides of young pigs and tramp dogs is so striking it is easily disposed of by students in Chicago medical colleges, who find this a source of profit.
Quotes Prices for Tanning.
“Do you tan human skins?” was asked of Henry Schroeder, superintendent of Huch & Son’s tannery.
“Sure we do. We tan everything,” continued the inquirer, “and would like to know how much would charge to tan a human skin.”
“How big is it? asked Schroeder.
“As big as a medium sized man.”
“I would have to see it,” said Schroeder. “A skin this size,” he continued, “we will tan for $2.50. This is the skin for a human leg.”
“How much profit could be made out if it?” was asked.
“Ten or $15,” responded the superintendent.
When asked if Huch & Son made a regular business of tanning human skins, Schroeder answered that during the winter time, when the medical schools are engaged in dissecting work, the demand is strong.
Patronized by Medical Students.
Five hundred skins a year is not an unusual record for the Elston avenue tannery. Schroeder volunteered the information that students of the Rush Medical College, the College of Physicians and Surgeons, and other institutions make a business of leaving skins at his tannery to be put through the tannery process. “They bring us small pieces and big pieces,” he said, “and we make our charges according to size. The skins can either be sold to pocketbook manufacturers or else the students can have them made up themselves.
“I’ll give you a sample of the skin,” continued the superintendent, cutting a piece of leather several inches square from an irregular shaped piece about a yard long and nearly a foot wide which lay on his desk. “This is the natural color,” he added, “although black is popular as it can be made into shoes.”
The sample resembled pig’s skin with the exception that the markings were more distinct than those appearing on the goods retailed in the stones as the bona fide skin of the pig.
Process Requires Care.
The process which the human skin undergoes in tanning is more complicated than that used for pig and dog hides.
“It is so soft,” declared Schroeder, “that great care must be exercised.”
In nearly all of the saloons near the tannery the bartenders readily displayed samples of cured human skin when asked if they were aware of the business carried on in the tannery. Some were of unusual softness, while others were thick enough to lead one to believe that they have been cut from the hides of elephants.
At the office of the Elston avenue branch of the American Hide and Leather company it was denied that human skins ever had been tanned in its factory.
“Huch & Son made a practice of tanning human skins,” it was said, “and they will tan anything sent in. Many Poles have the skins of cats tanned there. They think cat skin is a cure for rheumatism.”
Chicago Tribune, September 30, 1954
 “Pigskins” are made of cowhide, it was learned on a recent visit to Wilson Sporting Goods company, 2037 N. Campbell av., where more than 200,000 footballs are put together yearly.
“Pigskins” are made of cowhide, it was learned on a recent visit to Wilson Sporting Goods company, 2037 N. Campbell av., where more than 200,000 footballs are put together yearly.
Use of cowhide has prevailed everywhere in football manufacture, as far back as Wilson officials can remember. They surmised that footballs owe their nickname to the fact that inflated pig bladders once were used inside the outer covering.
Here’s Statistics
A regulation ball, it turns out, is made of either full grained or split leather, with a thick lining of cloth layers glued together. Leather, lining, and rubber bladder must total from 14 to 15 ounces.
Regulation air pressure is 12½ to 13½ pounds, and length varies between 11 and 11¼ inches. Ball circumference may run from 28 to 28½ inches the long way, and 21¼ inches the short way. Wilson makes some balls with rubber covers, which have the same “pebbled” (bumpy) finish as leather balls.
Four Panels Assembled
Footballs are assembled from four panels of leather, sewn together lining side out. The stiff leather is turned right side out thru the small flap for inserting the bladder. Football assembly is relatively simple, compared to that of 18 paneled volleyballs made at Wilson.
Before a cow or steer hide is fit to be kicked around it must be cured. A local tannery that makes football leather—altho not a Wilson supplier—is Horween Leather company, 2015 Elston av. Depending on the tanning method on the tanning method, the hide receives its color. After being “pebbled” for easy gripping, the leather is sold to the manufacturer.
Fashionable football color in recent years has been dark tan, it was learned. However, white and yellow balls were preferred for night games formerly.
Wilson Sporting Goods company, an affiliate of Wilson & Co., meat packers, was started to utilize packing house gut for tennis racket strings. Hides destined to become footballs are handled by independent tanneries before reaching the Campbell av. factory.
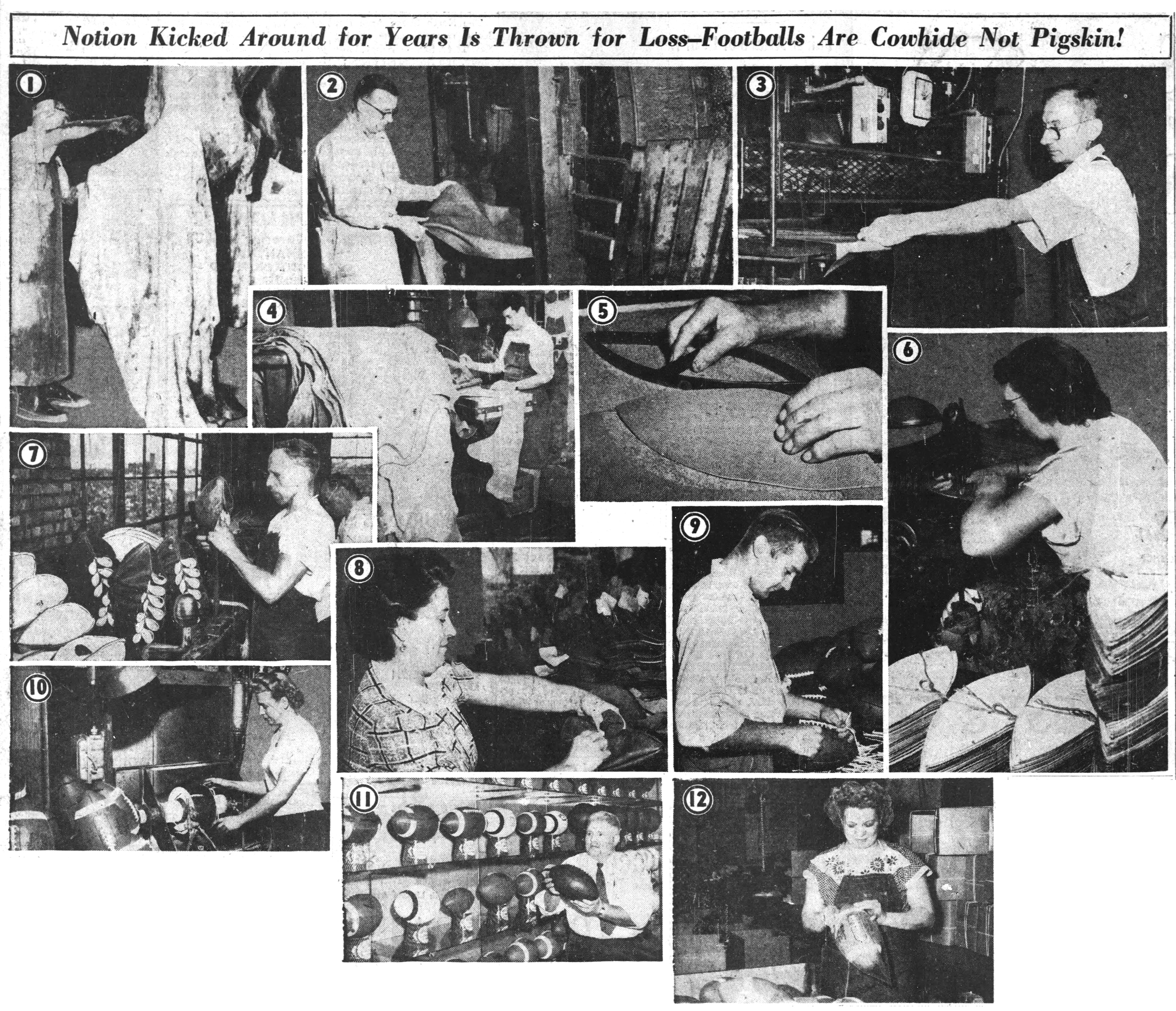
Footballs, despite nickname, are not made of pigskin, but cowhide. Starting what may result in futuire touchdown pass ① Joe Krizek strips hide from steer carcass at packing house of Wilson & Co., Inc., 4100 Ashland av. Next stop on football’s ride from cattle range to gridiron is tannery ② where hide from curing drum is inspected by Raymond MacGrady, employe of Horween Leather company, 2015 Elston av. Before leaving tannery, football leather ③ is embossed with pebbled finish for easier gripping. Worker is Steve Schneider. Manufacture of footballs at Wilson Sporting Goods company, 2037 N. Campbell av., starts as Sol Turner ④ and ⑤ stamps out one of four leather panels that go into a ball. Evelyn Gilloffo ⑥ sews cloth lining on panels, Frank Mika ⑦ turns balls right side out after panels are stitched together, Stephanie Pollowczyk ⑧ inserts rubber bladders, Ed Palczynski ⑨ cuts off excess lacing, and Helen Gould ⑩ paints striped. Harry Cagney, former University of Wisconsin tackle ⑪ assistant to factory superintendent, shows line of Wilson footballs in display room. Packaging balls ⑫ is Sophie Gawenda.

- Horween Co. is the oldest existing tannery in Chicago, which started in 1905 at 139 Hickory on Goose Island.
Leave a Reply