Wilson Sporting Goods Company
Life Span:
Location: 10 and 14 S Wabash
Architect:
The Chicago Live Stock World, March 20, 1916

The group of powerful financial people interested in the Sulzberger & Sons’ Company, finally succeeded in inducing Thomas E. Wilson to accept the presidency of that great packing establishment. His resignation of the presidency of Morris & Co., recently occurred and he assumes his new post as guiding hand of the Sulzberger Co. at once
Thomas E. Wilson began work twenty-five years ago at the bottom of the ladder and by sheer worth and merit rose to the top-most round. His rapid rise in the important affairs of the packing industry, as well as financial circles, is due to his unusual executive ability.
Despite the great demand made upon his time and energies by his financial and manufacturing interests, Mr. Wilson takes active interest in affairs pertaining to civic welfare.
That great progress will result for the Sulzberger corporation under the guidance of Mr. Wilson is not doubted.

- Thomas E. Wilson Company
1919 Catalogue
Fort Dearborn Magazine, Midsummer 1921
Making Golf Clubs, Tennis Rackets and Baseball Bats in Chicago
The making of baseball bats, tennis rackets, golf clubs, footballs and other kinds of athletic equipment has become a big industry in Chicago. The value of athletic and sporting goods annually distributed through Chicago’s many channels is conservatively placed at $10,000,000, while by some It is estimated at a much higher figure. Chicago is the greatest center in the world for the production of baseball bats, turning out a million a year, and furnishing them to every civilized nation. In the production of strings for tennis rackets, formerly furnished. almost exclusively by England, Chicago now leads the. world. Leather goods, knit goods, and athletic and sport clothing are also made in vast quantities in Chicago, although exact figures are difficult to give for the reason that many of the factories making them also make other goods not classified as athletic and sporting goods, which cannot be separated from the latter.
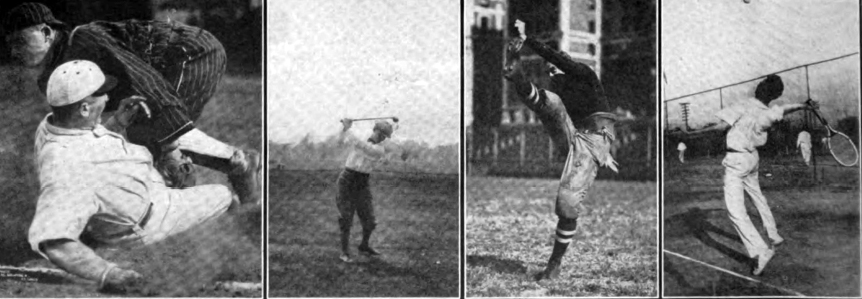
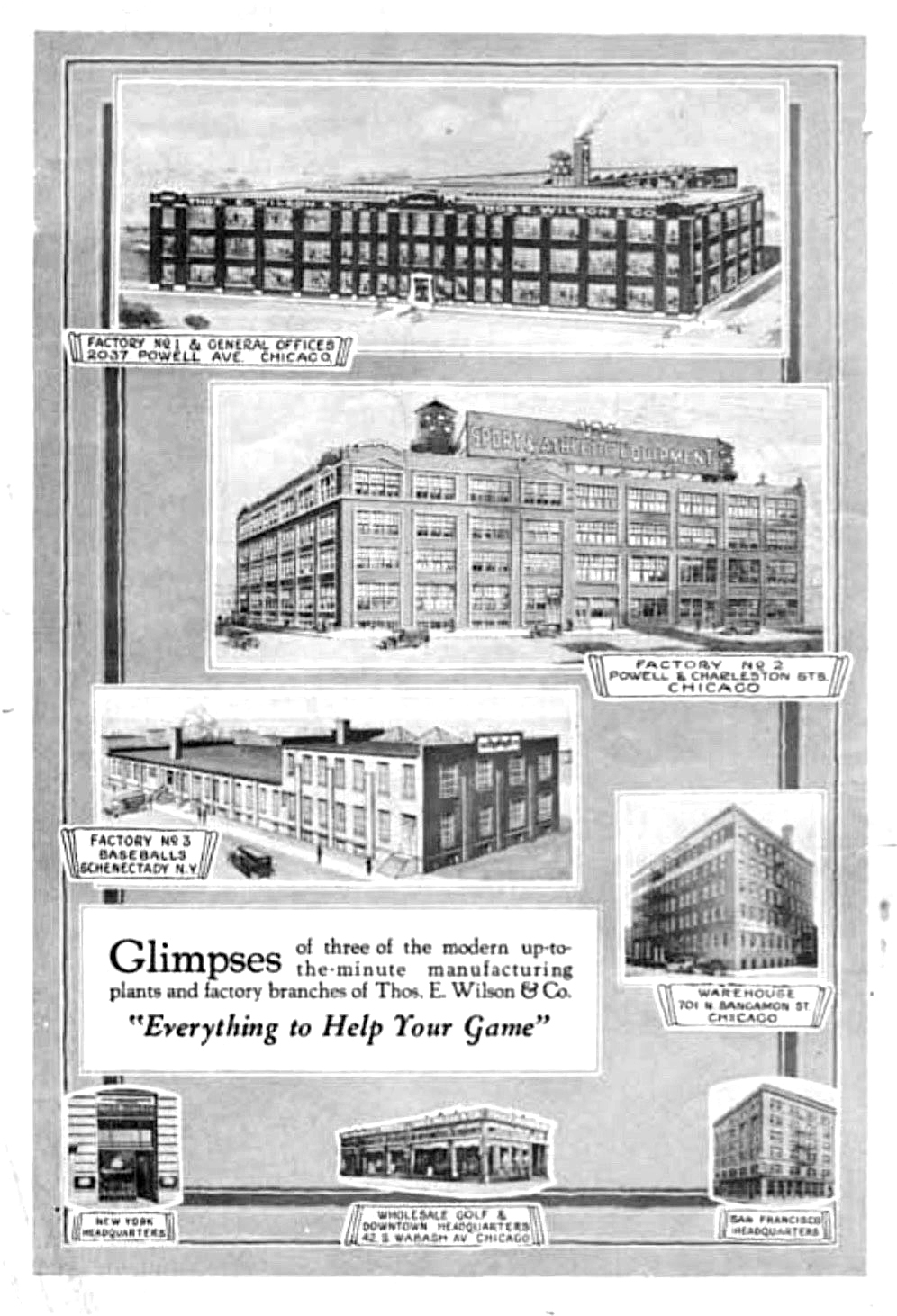
- Putting the Finished Products Into Use
Photo courtesy of Thomas E. Wilson & Co.
One house founded in Chicago has approximately 8,000 articles in the line of athletic goods which it manufactures and sells. Another house whose headquarters are in Chicago manufactures and sells 4,500 articles of athletic equipment. A Chicago general merchandise concern has 7,000 items of athletic and sporting goods in its catalogue, receiving sometimes 150,000 orders a day, selling annually 65 tons of ice skates, 200 tons of cotton cloth for tents, 5,954 footballs a week, 5,000,000 fishhooks in a single order. and 60,000,000 rounds of sporing ammunition a year.
America’s quota of athletic and sporting equipment has greatly increased since the war. The years 1918 and 1919 saw $2,183,486 and $2,903,305, respectively, of manufactured goods in this form of merchandise exported from the United States to all four continents and to many of the far isles of the sea. The prewar census· of the United States gave the number of persons engaged in the industry as 6,318 in 1914, and the total value of the products, as increased by manufacture. in the neighborhood of $20,000,000. In view, of the growing foreign demand and our own vastly increased interest in athletic sports, it is safe to say that these figures are entirely inadequate to represent this great industry and that the new census’ will show a decided advance in what is after all an industry that makes for the health and morale of the nation, and serves to unite our interests in a most desirable way with our fellow sportsmen across the water.

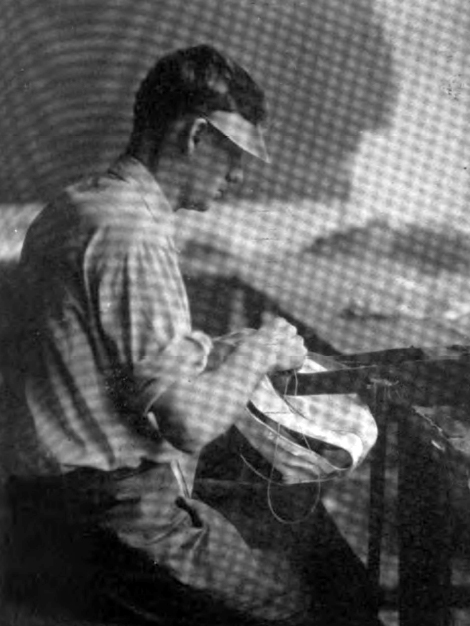
- Stringing Tennis Rackets with Chicago Strings Which Lead the World
Photo courtesy of Thomas E. Wilson & Co.
In the limits of this article it would be out of the question to touch upon all the forms of athletic and sporting goods made in Chicago. Golf, football, tennis and baseball equipment touch the interest of father, son, daughter and the small boy, and through the courtesy of some of Chicago’s largest houses engaged in their manufacture, we are enabled to illustrate these with pictures and text derived from an actual visit to the several factories where they are made.
Baseball bats are made of ash wood. The timber, cut into blocks, is piled in the yard of the factory in Chicago to season from one to three years, a million blocks at a time helping one to visualize Chicago’s annual output. All high-priced bats are hand-turned. Those made by machinery are turned on a lathe fitted with knives adjusted at a given angle for each model. When duly finished, and, in the case of professional bats, given a taped handle, a forest of bats-in natural finish, dark brown, or mottled brown and yellow-is seen gathered into great racks. ready to start for anywhere in the world, for America’s game is rapidly becoming international.
To a lover of golf, nothing could exceed the interest of seeing golf clubs made except the interest of using them. The mysterious sympathy that seems to exist between a good player and his clubs is in part explained when one has seen the patience, the finesse, the down-right,. fondness displayed by the men who make golf clubs. Like a good violin a good golf club has had put into it something which a good player will discover and draw out.
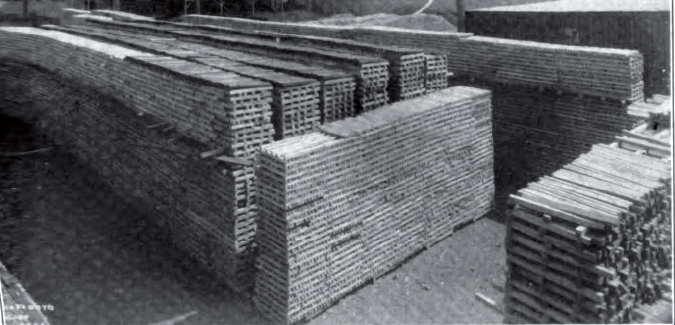
- Lumber For a Million Bats. Chicago’s Yearly Quota
Photo courtesy of A. G. Spalding & Co.
The art of selecting timber in the rough that wiII produce good golf club shafts is in itself a scientific work, as only a close grain, second growth hickory with a certain necessary toughness and rugged durability will meet the requirements, and such trees have to be selected individually. After cutting, the trees must season for two years. The heads of wooden clubs are made of persimmon wood from the South, that wood being akin to hickory in its toughness, hardness and ability to withstand sudden contact with great force, while at the same time exceedingly fine in fibre.
The first operation in the making of golf clubs which we witnessed, was the forging of the heads of the “irons.” They are hand-forged with hammer and anvil by big-muscled men, in the following manner: Taking a long rod of soft steel or “Swede’s iron,” one of these men thrusts it deep into the forge-fire . Then, laying the glowing white tip of the rod on the anvil, two men beat it with alternate blows of heavy hammers. Suddenly it bends down, with a snake-like motion, and the head is roughly formed . Once more the rod is thrust into the fire, and this time the partly formed head is laid on another anvil, where one man alone hammers, turning it slightly, and shaping it with little blows to give it the right degree of “lie” and “Ioft.” According to requirement, it will come from his hand in the form of one of the main irons, such as the midiron, mashie, niblick, driving iron, approach cleek or putter, or a mongrel iron such as the pitching iron, lofter or mid-mashie
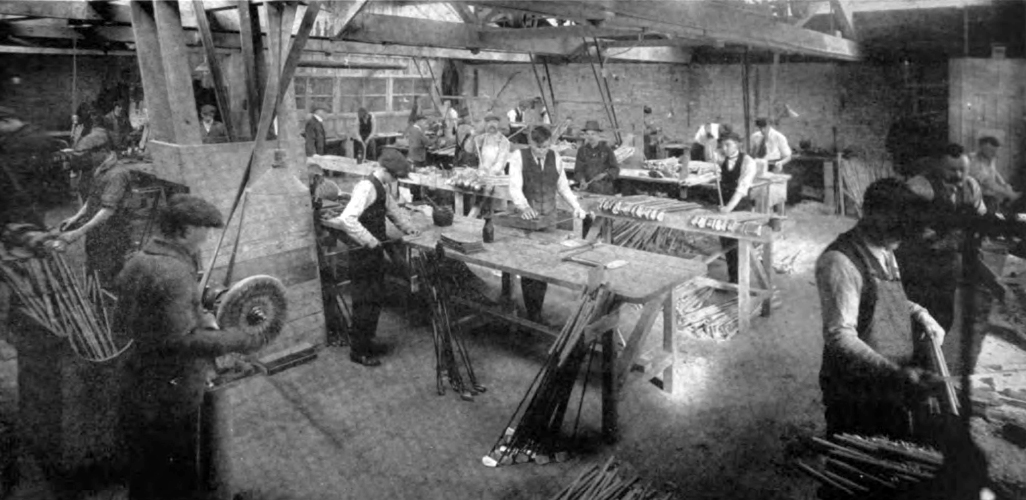
- Shafting, “Steeling” and Putting the Grip on Golf Clubs
Photo courtesy of Thomas E. Wilson & Co.
The iron head is then ground down, first over a hard emery, probably a number 60, and then over a finer one, say a number 120. It is then put through a screw machine which puts flutings into its base and bores a hole in it to retain the shaft. The process of polishing is very thorough-going, being done first with a 150 grease wheel, then with a color wheel, and finally with a buffer. If the club is to be shipped out complete, the head is mounted on the shaft before polishing.
The making of wooden club heads is fascinating to watch. On one side of the machine is seen an oblong block of wood slowly revolving between two horizontal points, somewhat as a fowl is turned on a spit before the fire. The block of wood is being carved as it turns, as if by an unseen hand, into the irregular, but scientifically shaped head of a driver, brassie, or spoon, as the occasion demands. The secret of this almost uncanny effect of the block of wood taking shape before one’s eyes, is revealed when, on the .other side of the machine-technically called a lathe-one sees a metal model of the club head, over the surface of which glides a wheel, conforming to its every curve, and transmitting its motion to another wheel, the rim of which is equipped with little curved knives set at different angles for different club heads. This latter wheel revolves so fast that the eye can hardly see it, and, following the motion of the guide wheel, carves the block of wood into a club head, an exact reproduction of the metal model.
Club heads are weighed before being mounted, so that the right weight of shaft may be selected. Wooden clubs have the “nose” or “toe” buzzed down by a hand machine, and a space cut in the back for the insertion of lead or brass to give weight to the stroke. The lead is poured in hot and held in place by retaining holes, while for the brass, weights screws and special adhesive preparations are used to make them hold. Another small machine cuts in the face of the club head the “face space” ready for the fibre or ivory insert, which is then put in place and held by hickory pegs. Retaining holes are bored in the neck of the wooden club head to form a shaft socket.
The planing down of the shafts of clubs is a matter of great nicety, as the balance of the club in play depends largely upon the thickness of the base in proportion to the neck of the shaft. At a long bench a number of men stand, each with a slender stick of wood held in a vise before him. on an oblique line, so that he can plane along its whole length with one forward impulse. Again this process is a question of trueness of eye and sureness of hand to put just the right taper into the hickory stick so that it will serve for a driver, a brassie, a midi ron, putter or other shaft as the case may be.
After planing, the shafts are case-hardened or “steeled” by passing them through the fire of a gas furnace. One realizes the importance of this operation by noting the rigid attention to business of the craftsman to whom it is entrusted. As each club-shaft comes from the Aame, he sights along it to detect any tendency to warp, about as a boat builder sights along the lines of a canoe he is building. We were aware that although our party of several persons stood very close to this man he never turned so much as an eyelash from his task.
The leather grips go on the handles of the clubs over a layer of listing to cushion the grip. The leather is cut in strips and wound on, glued, tacked, and fastened with twine.
The final finishing of the clubs is done in a special room and includes a series of operations, such as staining, sanding, shellacing, varnishing, rubbing down for “cabinet” or “piano” finish, and lastly stamping and “facing” the heads of the clubs.
The finished clubs are then carefully inspected, neatly sacked, wrapped, tagged and dispatched to their final destination.
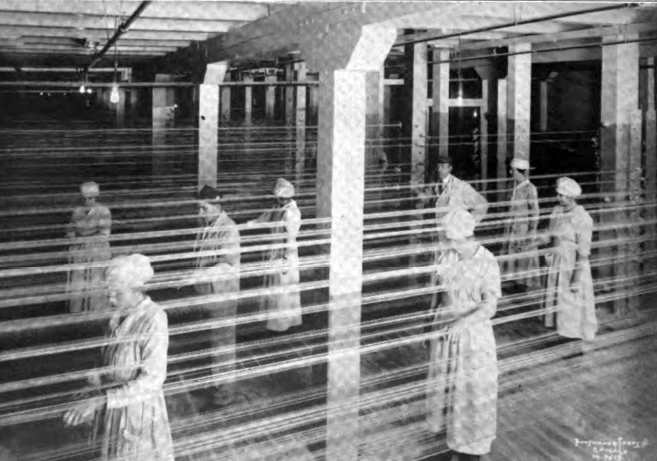
- Polishing tbe String. for Tennis Rackets., a Delicate Task
Photo courtesy of Thomas E. Wilson & Co.
The frames of tennis rackets are made of second growth ash, grown in Vermont. They are bent in the East, finished and strung in Chicago. The strings are prepared through a series of processes such as cleaning, splitting, looping, spinning, drying and polishing, which take in all a week’s time. Each string is tested for tensile strength, and the best must bear a weight of 100 pounds without breaking. The actual stringing is accomplished by fixing the frame firmly in a vise and lacing the strings through the rim. The lengthwise strings are put in first, each one being pulled up tight and held with an awl until it can be tied at the base after all are in. The transverse strings are then put in, darning-wise, in the same way. The strings of one tennis racket require 1,000 feet of the raw material and it takes six Iambs to provide it. One of the strings is 21 feet long and the other III feet long, after passing through the various processes. It is obvious that the performance of each racket will be conditioned by the excellence of its materials and the way it is strung.
- Hand-Sewing Football Ends
Photo courtesy of Thomas E. Wilson & Co.
A football is made up of four elliptical sections, each of which is lined with canvas. A workman takes two of these canvas-lined sections and stitches them together on a stitching machine. The double thicknesses at the tips of these sections is then hand-sewn by another workman. The two other sections are stitched on, the ball turned inside out, and a rubber bladder inserted through the slit, which is then laced together with rawhide thongs. The bladder is next inflated, and we see the football as it appears in the field in play.

- Baseballs Ready for Shipment, 15,000 in Sight
Photo courtesy of Thomas E. Wilson & Co.
Baseballs of the better grade are made with a core of rubber or cork, wrapped with the best obtainable grade of wool yarn, much care being taken to have this winding even, and over all the horsehide cover is stitched by hand. Other grades of baseballs vary in the quality of yarn, etc., which enter into their makeup. All are tested for perfection of form, the standard being that of a perfect sphere. On account of the rubber used in baseballs and certain conditions in the labor market, baseballs are made in the eastern factory near the center of the rubber industry. The Middle West, with its level ground, is the natural home of the national game and Chicago is its center.
- Wilson Sporting Goods Facilities
1924
Tracking the locations of some of Wilson’s early “off-campus” manufacturing plants is a far tougher task, indeed. Wilson and Icely were on the road making acquisitions at the same pace other businesses buy new stationery. Between the wars, the duo’s list of conquered sporting good manufacturers included:
- (The aforementioned] Sells Mfg Co. (Canton, OH)
(The aforementioned]) Indestructo Caddy Bag Co. (Chicago)
Hetzinger Knitting Mills (Chicago)
Chicago Sporting Goods Co.
Horace Partridge Co. (Boston)
Lowe and Campbell Co. (Kansas City)
Carolina Sporting Goods Co. (Charlotte)
Treman-King Co. (Ithaca, NY)
O’Shea Knitting Mills (Chicago)
Kings Sportwear (Chicago)
Walter Hagen Golf Equipment Co. (Grand Rapids)
Chicago Tribune, June 12, 1931
 What is this new golf ball which has wrought such a to do among professionals, amateurs, women players and just golfers throughout the United States? The change from the old, made effective ny the United States Golf association on Jan. 1 of this year, was only a matter of hundredths of inches and ounces, but that change has caused more controversy among players than any other movement undertaken in the recent history of the game.
What is this new golf ball which has wrought such a to do among professionals, amateurs, women players and just golfers throughout the United States? The change from the old, made effective ny the United States Golf association on Jan. 1 of this year, was only a matter of hundredths of inches and ounces, but that change has caused more controversy among players than any other movement undertaken in the recent history of the game.
The golf bsll, to most players, is just the missile which they smack down the fairways or nudge into the cup. Very few realize that the ball they’re using requires a process of manufacture so precise and involving such scientific treatment that it is the most intricate in all sport. A tour through the Wilson-Western Sporting Goods company, 2037 Powell street, yesterday revealed that 132 separate operations are required to produce the finished product. The Wilson firm was chosen because it chamced to be the most accessible at the time of the investigation.
Golfers to Vote.
The questions arising out of the changed status of the ball will be answered to a great extent among thousands of Chicagoland golfers this week-end when a poll on the new and old balls, taken by The Tribune in conjunction, with the Chicago Daily Fee Golf association, begins. A consensus of daily fee golfers will be taken first, with a poll of private courses and public links following. Blanks may be had at all member courses of the daily fee association tomorrow. When they are filled out, they should be mailed to the golf editor of The Tribune.
The problem of manufacturing the new ball, following the edict of the U.S.G.A., was explained yesterday by W. L. Robb and J. C. Ewell, officials of the Wilsin firm. Both pointed out that the order involved the purchase and installation of entirely new machinery to accommodate the dimensions and weight of the new ball and the junking of equipment used in making the old one. They estimated the cost of this to the golf manufacturing industry at $500,000.
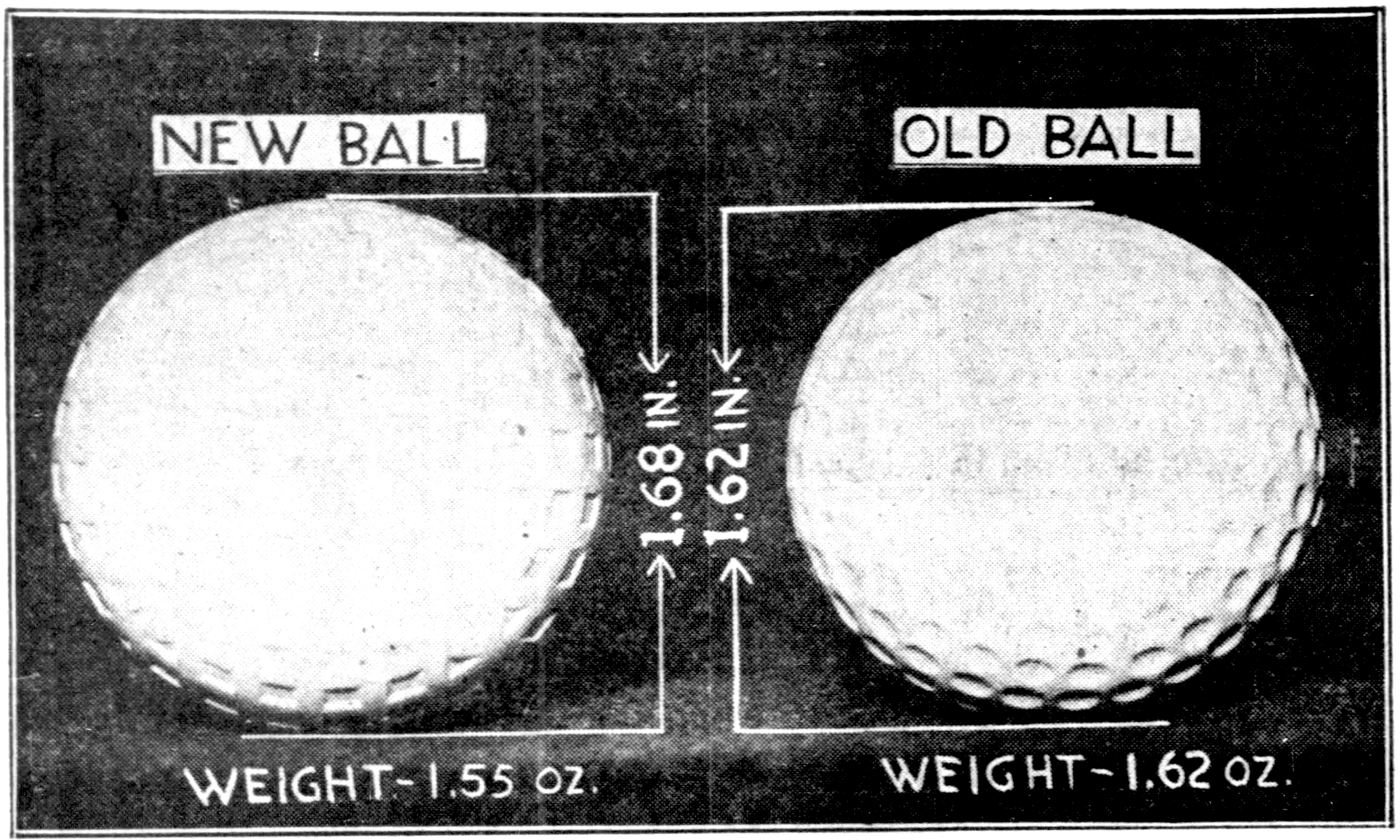
The new golf ball, which went into effect on January 1 at the order of the United States Golf association, is the source of arguments in clubhouses and locker rooms throughout the United States. Thousands of golfers are content with it, while others demand a return of the old one. And yet the change involved only .06 of an inch in increased diameter and a reduction of .07 of an ounce in weight.
Plenty of time to Change.
Asked what would ensue if the U.S.G.A. suddenly decided a return to the old ball in view of agitation for such a move by certain member districts, both Mr. Robb and Mr. Ewell were emphatic in stating that the association’s change of the ball was not an overnight decision, and if any return to the old version were contemplated the comeback would be one requiring a number of years.
Experiments with the ball in use today were conducted as long ago as 1925, although it wasn’t until Nov. 19, 1928, at a meeting of committee representing the U.S.G.A. and the Golf Ball Manufacturers’ association that the new ball came into being. The manufacturers were allowed the period of time intervening between that date and Jan. 1, 1931 to dispose of their stock of old balls. The manufacturers agreed on Oct. 1, 1930, as the last day on which they would produce the discarded version.
Requires New Molds.
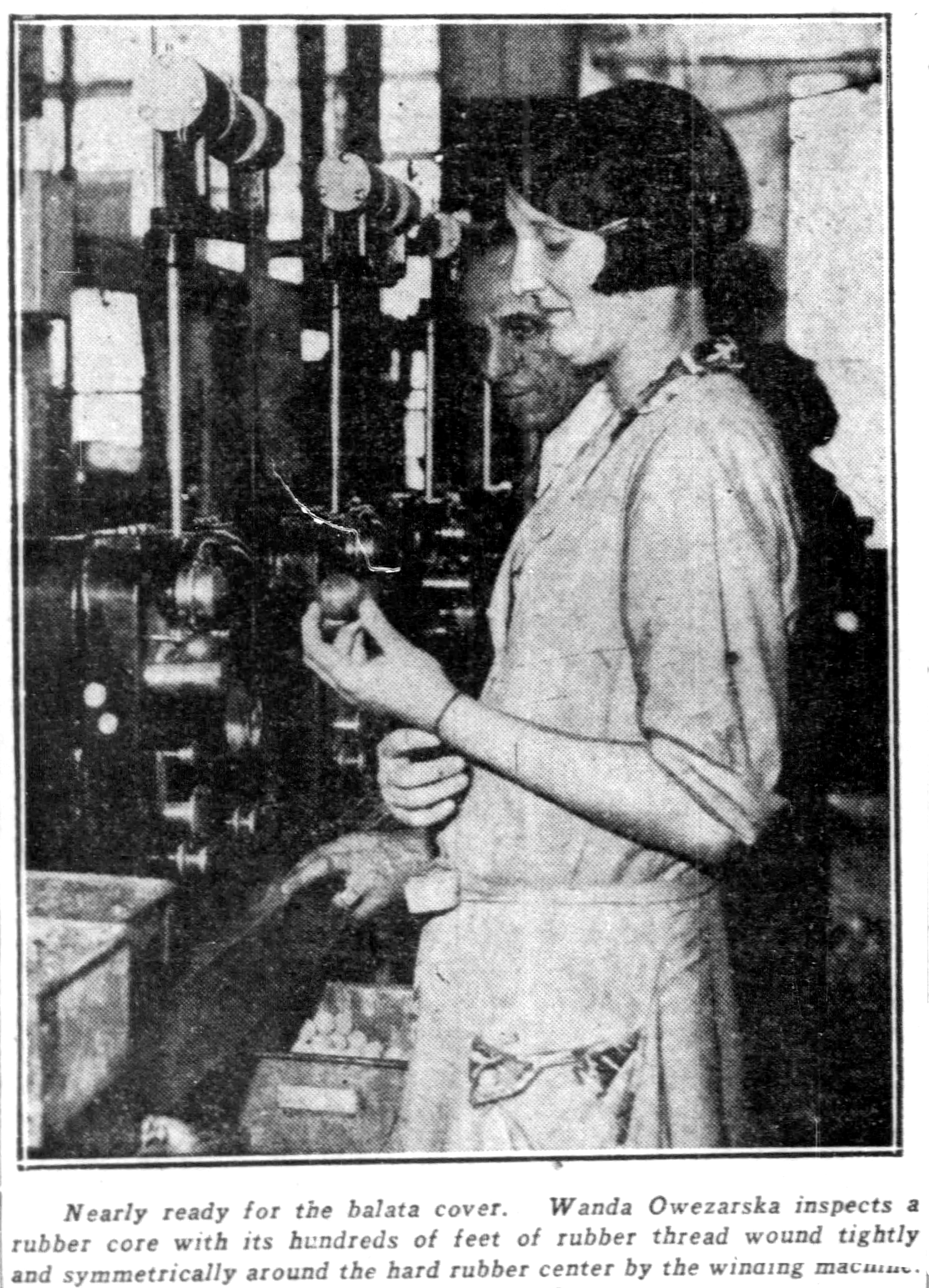
The necessity of purchasing new molds and winding machines for the manufacture of the new ball was explained yesterday by E. C. Goeckel, manager of the golf ball factory. The increased diameter required wider molds for the final process of baking the cover into the core with its voluminous covering of rubber thread.
Mr. Goeckel, who formerly was a baseball umpire and was at one time connected with the manufacture of baseballs, began his tor of the factory with a trip to the shed wherein the crude balata, the substance of which the golf baall’s outer covering is composed, is stored. This is imported from various South American countries. The balata is tapped from trees and sent up the river to a central point, where it coagulates into huge, gummy cakes, in which form it reaches the manufacturer.
The jelly like consistency of balata has defined the ingenuity of manufacturers and their technicians to devise a modern method of separating it into smaller portions. Mr. Goeckel said that circular saws and lengthy mechanical knives have been tried on balata, but have failed. They have been forced back to the primitive results, and the young man in the balata shed yesterday was found using nothing but a wide ax to hack the stuff up into huge slabs.
Out of the large quantity of balata shipped to the United States each year, only 30 per cent of it is actually used, because of the many impurities in the original material. A system of heating and chilling vats is used in refining balata, which emerges finally like so many hundred pounds of cheese. Then it is merged with crepe rubber and a whitening pigment, sent through a press, and comes out in square sheets. These are molded into the hemispheres which go to make the final covering.
Four Kinds of Cores.
So much for the balata before it merges with the core and wound thread. There are four different kinds of cores, used in making golf balls—solid, semi-solid, bag, and molded liquid. The crude rubber is refined and pressed into sheets and later into long strings resembling sausage. These are cut and weighed to the fraction of an ounce, shaped spherically, and after countless tests for resiliency and correct weight, are ready for the winding machines.
The liquid center used in the higher grade ball, containing a chemical mixture, is placed in a refrigerator filled with “dry” ice and allowed to thaw and harden for a considerable period. A glance at the containers of the refrigerator yesterday revealed dozens of little red cores with miniature clouds of frost rising off of them.
The winding process is begun by hand with dozens of feet of thread used to start the business. They are then transferred to a winding machine, where the amount of tense rubber thread in use runs into yards for each ball.
During all these operations the embryo ball is subjected by expert inspectors for its sphericity, its weight, and its hardness. When it has passed these it is ready to don its balata overcoat. This is accomplished by a baking process wherein the threaded core is placed between two of the balata hemispheres and dropped with it fellows into a utensil resembling a biscuit pan. The pans are subjected to a heat of 260 degrees, and while they are baking they also are having the indentations found on the finished ball impressed on them.
Out of each “heat,” one of which includes 84 balls, one is cut with a knife and examined for defects in that particular baking. The ball is then turned over to the painters, who apply three or four coats of enamel by means of mechanical sprayers. Between each coat, the ball spends 24 hours in a dryer through which an even temperature is maintains at all times.
The final process includes the stamping of the trade mark on the ball via a die, and the finished dabs of color, called beauty spots, painted in by hand.
Chicago Tribune, September 30, 1954
 “Pigskins” are made of cowhide, it was learned on a recent visit to Wilson Sporting Goods company, 2037 N. Campbell av., where more than 200,000 footballs are put together yearly.
“Pigskins” are made of cowhide, it was learned on a recent visit to Wilson Sporting Goods company, 2037 N. Campbell av., where more than 200,000 footballs are put together yearly.
Use of cowhide has prevailed everywhere in football manufacture, as far back as Wilson officials can remember. They surmised that footballs owe their nickname to the fact that inflated pig bladders once were used inside the outer covering.
Here’s Statistics
A regulation ball, it turns out, is made of either full grained or split leather, with a thick lining of cloth layers glued together. Leather, lining, and rubber bladder must total from 14 to 15 ounces.
Regulation air pressure is 12½ to 13½ pounds, and length varies between 11 and 11¼ inches. Ball circumference may run from 28 to 28½ inches the long way, and 21¼ inches the short way. Wilson makes some balls with rubber covers, which have the same “pebbled” (bumpy) finish as leather balls.
Four Panels Assembled
Footballs are assembled from four panels of leather, sewn together lining side out. The stiff leather is turned right side out thru the small flap for inserting the bladder. Football assembly is relatively simple, compared to that of 18 paneled volleyballs made at Wilson.
Before a cow or steer hide is fit to be kicked around it must be cured. A local tannery that makes football leather—altho not a Wilson supplier—is Horween Leather company, 2015 Elston av. Depending on the tanning method on the tanning method, the hide receives its color. After being “pebbled” for easy gripping, the leather is sold to the manufacturer.
Fashionable football color in recent years has been dark tan, it was learned. However, white and yellow balls were preferred for night games formerly.
Wilson Sporting Goods company, an affiliate of Wilson & Co., meat packers, was started to utilize packing house gut for tennis racket strings. Hides destined to become footballs are handled by independent tanneries before reaching the Campbell av. factory.
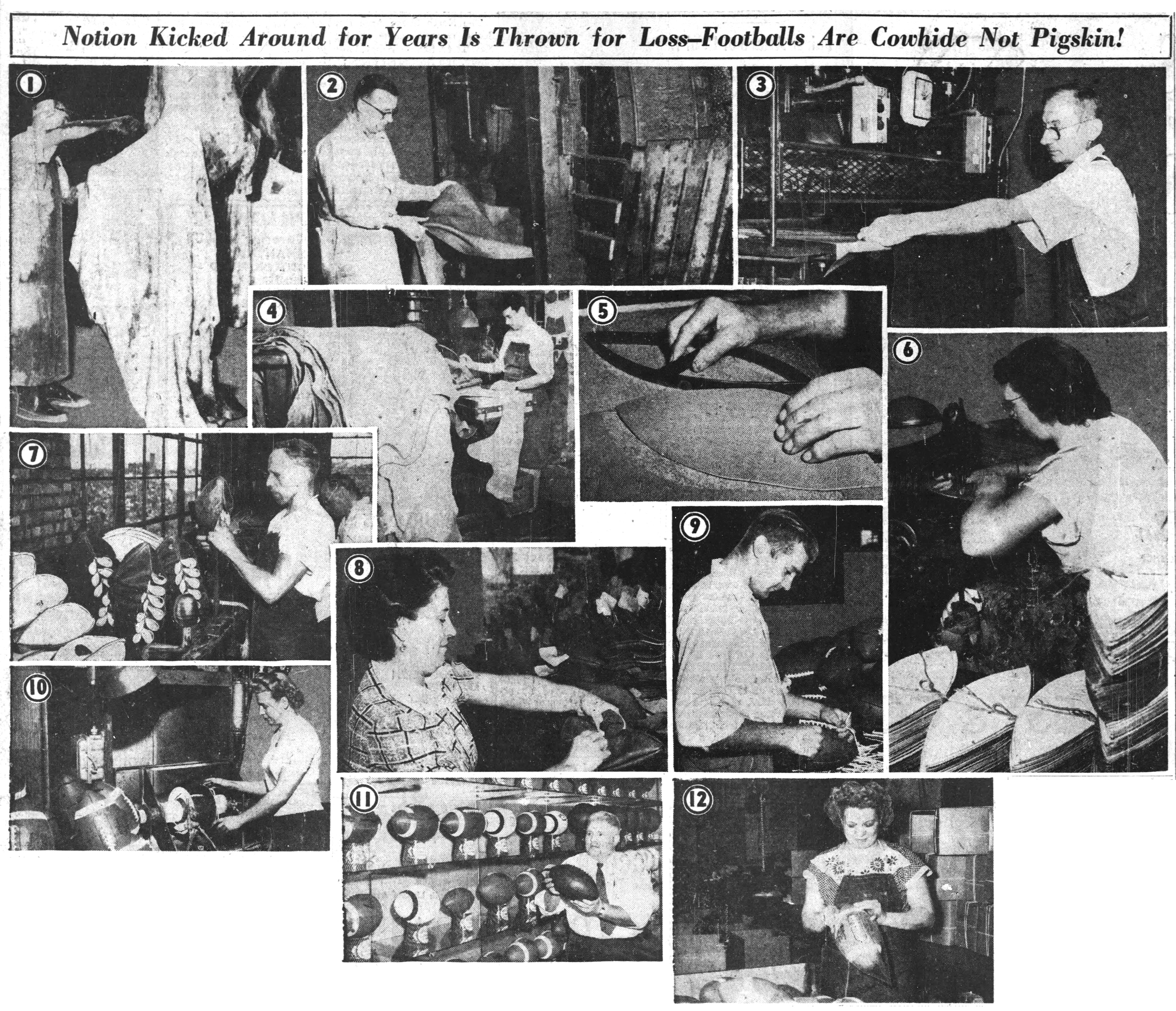
Footballs, despite nickname, are not made of pigskin, but cowhide. Starting what may result in future touchdown pass ① Joe Krizek strips hide from steer carcass at packing house of Wilsin & Co., Inc., 4100 Ashland av. Next stop on football’s ride from cattle range to gridiron is tannery ② where hide from curing drum is inspected by Raymond MacGrady, employe of Horween Leather company, 2015 Elston av. Before leaving tannery, football leather ③ is embossed with pebbled finish for easier gripping. Worker is Steve Schneider. Manufacture of footballs at Wilson Sporting Goods company, 2037 N. Campbell av., starts as Sol Turner ④ and ⑤ stamps out one of four leather panels that go into a ball. Evelyn Gilloffo ⑥ sews cloth lining on panels, Frank Mika ⑦ turns balls right side out after panels are stitched together, Stephanie Pollowczyk ⑧ inserts rubber bladders, Ed Palczynski ⑨ cuts off excess lacing, and Helen Gould ⑩ paints striped. Harry Cagney, former University of Wisconsin tackle ⑪ assistant to factory superintendent, shows line of Wilson footballs in display room. Packaging balls ⑫ is Sophie Gawenda.
Golfdom Magazine, September, 1950
 Lawrence Blaine Icely, 65, for 32 years pres., Wilson Sporting Goods Co.. died Aug. 8 at Presbyterian hospital, Chicago, fol- lowing an operation. Icely had been ailing for severa! years and had bounced back from several severe sessions. He seemed to be convalescing amazingly well from the operation when a blood clot suddenly de- veloped.
Lawrence Blaine Icely, 65, for 32 years pres., Wilson Sporting Goods Co.. died Aug. 8 at Presbyterian hospital, Chicago, fol- lowing an operation. Icely had been ailing for severa! years and had bounced back from several severe sessions. He seemed to be convalescing amazingly well from the operation when a blood clot suddenly de- veloped.
He was born at Leaf River, III., Nov. 22. 1S84 and was educated in Chicago public schools. In 1907 he married Kathryn Flynn who, with their daughter, hnd two sisters, survives him.
Icely first became active in the sports goods business with the Spalding organiza- tion. He came from work on the west coast to form the Wilson company as a phase of Thomas E. Wilson’s operations and developed that company into major standing in the industry. Icely was a tremendous worker and kept in close touch with ail internal elements or the Wilson business through a steady program of expansion as well as giving generously of his time, effort and ability to the promotion of sports and the growth and stabilization of the sports goods industry. He was a leading factor in the organization of the Athletic Institute and the National Golf Foundation and during World War II worked wisely and diligently in coordinating sports’ activities with the war effort.
In so many activities he sacrificed his personal convenience and comfort to contribute to the general advancement of the industry in which he was engaged. In a keenly competitive field he rejoiced in the well merited respect and admiration of men who were business rivals but companions in the common cause of promoting the national pursuit of happiness.
More than any other one man Icely was responsible for the development of young men and women in highly successful careers in professional athletics. Golf, in particular, saw Icely as a kindly and helpful counsellor to Gene Sarazen, Patty Berg, Sam Snead and dozens of other youngsters who grew into fame and fortune as his proteges. Personally, and in his official capacity, he was a true friend of professional arid amateur golf. In numerous critical spots his judgment and cash helped pro golfers.
He had magnificent poise and humor that eased many a tense situation. He never missed a chance to help. He got out of a hospital last November to attend the P G A national convention at Southern Pines and never let it be known that he was a sick man until he had to be flown back to Chicago for treatment.
L. B. Icely probably would have been around now if he hadn’t worked so hard for all of us in his life-long campaign of preaching the gospel of spoils as a counter-balance for the strains of high-pressure American life. But he liked that strenuous program and glorified in building up a big business from a tennis string start So he lived every minute of a crowded life of achievement.
Leave a Reply